
Создание современного центра компетенций по разработке и изготовлению автоматизированных трансмиссий в АО Петербургский тракторный завод»

Несмотря на то, что общие тенденции развития мировой экономики подразумевают углубление процессов интеграции и разделения труда, условие взвешенной независимости и самостоятельности в промышленном и сельскохозяйственном производстве является для государства приоритетным. В связи с этим отечественное производство конкурентоспособной сельскохозяйственной техники – одна из важнейших задач. В этой статье речь пойдет об успешном сотрудничестве «Петербургского тракторного завода» и ИЦ «ИНВЕРСИЯ» на всех этапах организации нового производства автоматизированных трансмиссий для сельскохозяйственной, строительно-дорожной и коммунальной техники. Увеличение выпуска современных автоматизированных трансмиссий для спецтехники обеспечит повышение её конкурентной способности и позволит выйти на новые мировые рынки, значительно расширив географию поставок продукции отечественного машиностроения.
АО «Петербургский тракторный завод» («ПТЗ») входит в группу компаний ОАО «Кировский завод» – одного из старейших машиностроительных предприятий России, основанного в 1801 году. Кировский завод является родоначальником отечественного тракторостроения: первые тракторы были изготовлены в 1924 году.
«ПТЗ» был и остается единственным отечественным производителем мощных энергонасыщенных колесных сельскохозяйственных тракторов. Основная продукция предприятия – это сельскохозяйственные трактора «Кировец», дорожно-строительные и специальные машины, изготовленные также на базе промышленных тракторов «Кировец».
 Рис. 1. Основная продукция предприятия.
Рис. 1. Основная продукция предприятия.
В 2017 году на предприятии начата работа по созданию первого в России современного центра компетенций по разработке и изготовлению автоматизированных трансмиссий. Проект реализуется при поддержке Правительства Российской Федерации, Минпром- торга и Фонда развития промышленности (ФРП). Общие инвестиции проекта составят более 4 млрд рублей, срок окупаемости – около 5 лет.
Совместная работа компании ИЦ «ИНВЕРСИЯ» и «ПТЗ» стала результатом проведения тендера на разработку и внедрение технологических решений (технологический инжиниринг) и на разработку технологического проекта (части, касающейся описания операций технологического процесса получения готовой продукции требуемого качества, с учетом сохранности оборудования, обеспечения безопасных условий труда и защиты окружающей среды, а также проектно-сметной документации).
Техническое задание на тендер содержало следующие критерии и требования. Создаваемое производство автоматизированных трансмиссий должно быть рассчитано на производство 6500 комплектов в год при круглосуточном режиме работ. Производство должно быть размещено на 11740 квадратных метров площадей. Производственные мощности составляют 45 наименований основного оборудования общим числом 130 единиц. Сюда входит токарное и фрезерное обрудование DMG, токарное Honor Seiki, фрезерное Tongtai, зубообрабатывающее Gleason, шлифовальное Jainnher Machine, контрольно-измерительное Hexagon. В новом производстве задействовано 488 человек.
Организация производства автоматизированных трансмиссий была разбита на три основных этапа. Первый этап подразумевал выполнение строительных работ. На втором этапе проводились подготовительные работы к внедрению оборудования и технологий. Третий этап – это внедрение оборудования и технологий, обучение и сертификация специалистов нового производства.
 Рис. 2. Основные этапы организации производства трансмиссий
Рис. 2. Основные этапы организации производства трансмиссий
На этапе строительных работ перед проектной группой, созданной из ведущих специалистов предприятия, генерального проектировщика и ИЦ «ИНВЕРСИЯ» , стояла задача в максимально сжатые сроки разработать проектно-сметную документацию. На этом этапе инженерные консультанты выступили в роли подрядчика на выполнение раздела «Технологические решения».
Основные задачи, выполненные инженерными консультантами ИЦ «ИНВЕРСИЯ» для реализации задач по этому направлению, были следующими:
- разработка технологических заданий для смежных разделов проектно-сметной документации – водопровод, водоотведение, отопление, вентиляция, электроснаб- жение, электроосвещение, контроль воздействий на окружающую среду, разработка смет на строительно-монтажные работы;
- разработка планировочных решений по размещению оборудования для подготовки фундаментов для станков, планы подвода коммуникаций, компьютерных сетей, схемы транспортных и технологических потоков;
- технологические расчеты, включающие расчет загрузки и пропускной способности оборудования, расчет емкости склада готовой продукции, необходимого количества производственной тары;
- разработка концепции автоматизированной системы подготовки производства и управления производством с использованием концепции «Индустрия 4.0»;
- разработка организационной структуры управления производством, штатного расписания;
- подготовка альбома технико-коммерческих предложений на вспомогательное оборудование;
- разработка локальной сметной документации на строительно-монтажные работы в части технологического оборудования;
- разработка имитационной модели нового производства.
В рамках выполнения этапа разработки проектно-сметной документации совместно с «ПТЗ» специалистами ИЦ «ИНВЕРСИЯ» было разработано планировочное решение для цеха №225, в котором организовывается новое производство автоматизированных трансмиссий. Для нового цеха были сформированы основные производственные предметнозамкнутые участки цеха для производства барабанов и шестерен, валов и валиков, фланцев и обойм, вилок и рычагов, сборочный и заготовительно-складской участки. Были также обозначены технологические переделы, определяющие направление деятельности цеха по изготовлению изделий:
- заготовительно-складское хозяйство;
- токарно-фрезерное производство;
- зубообрабатывающее производство;
- шлифовальное производство;
- термическое производство и участок лазерного упрочнения;
- моечное производство;
- контрольно-испытательное производство;
- сборочное производство.
Реализация этапа разработки проектно-сметной документации характеризовалась рядом особенностей. Во-первых, разработка проектной документации осуществлялась параллельно со строительством цеха. Во-вторых, разрабатываемую новую технологию требовалось адаптировать под уже ранее выбранный предприятием состав оборудования, в рамках определенных производственных площадей и помещений, что накладывало ограничения в части формирования логистики между производственными участками. Стоит отметить, что проектировочные работы выполнялись опережающими темпами - часть работ раздела рабочей документации выполнялись на стадии проектной документации.
Кроме перечисленных работ, в рамках проекта было необходимо разработать имитационную модель нового производства с целью подтверждения заданной производительности создаваемого производства автоматизированных трансмиссий. Имитационная модель нового производства была разработана с использованием приложения Siemens Tecnomatix Plant Simulation и позволила получить ряд важных для организации нового производства данных и решений. Так были определены оптимальные периоды планирования и партии запуска деталей в производство для выполнения плана по готовой потребности сборочного производства. Были рассчитаны необходимые площади для хранения деталей на складе готовой продукции и промежуточных участках хранения на этапе изготовления продукции. Работа с имитационной моделью позволила выявить узкие места в производстве (критически загруженное оборудование), по итогам анализа загрузки оборудования были оптимизированы технологические потоки.
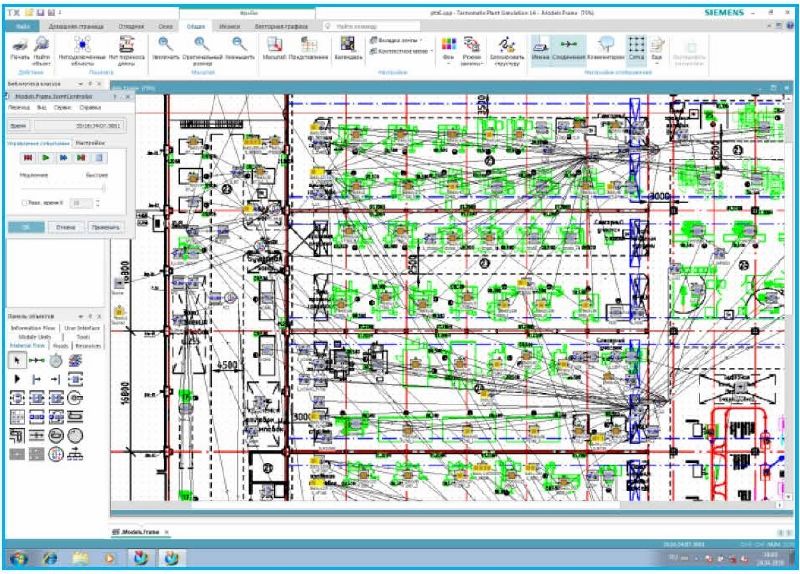
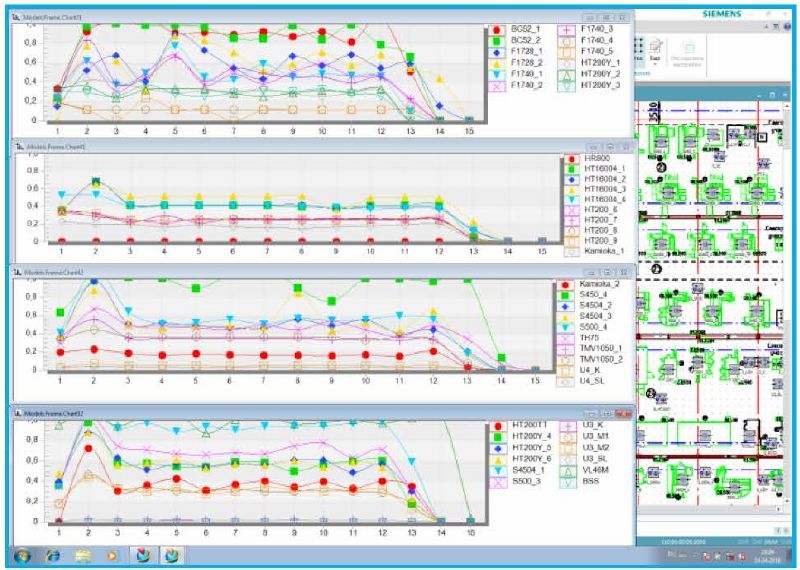
Рис. 3. Результаты имитационного моделирования
Кроме того имитационное моделирование позволило решить ряд и других важных для организации эффективного производства задач. К ним необходимо отнести сбалансированную загрузку оборудования, оптимизацию маршрутов изготовления деталей. По каждому наименованию деталей была спроектирована производственная тара с учетом партий запуска, выполнен расчет необходимого склада готовых деталей под сборочный участок и промежуточное хранение деталей на участках. Для перемещения производственной тары как внутри участков, так и для обслуживания складских площадей были подобраны основные типы грузоподъёмных механизмов. По итогам этой части работ были сформированы технические задания на поставку производственной тары, складского оборудования, грузоподъемных механизмов.
Стоимость любого проекта зависит от времени его реализации. Поэтому для сокращения сроков внедрения номенклатуры деталей, заданной проектом, уже на этапе проектирования рабочей группе была поставлена задача начать подготовительные работы второго этапа – инжиниринга. Периметр работ по инжинирингу охватывал задачи разработки технологических процессов – маршрутных и операционных карт, карт наладок, карт контроля, ведомостей оснасток и карт эскизов.
На этом этапе были начаты работы по разработке конструкторской документации на специальную технологическую оснастку для станков токарно-фрезерной группы и контрольной оснастки, а также предприняты действия по размещению заказов на ее изготовление на предприятиях-партнерах. Чтобы оценить объем работ, выполненных на этой стадии, приведем несколько цифр. Всего для подготовки производства 270 деталей было разработано:
- 2475 технологических операций;
- 515 внедряемых операций;
- 515 управляющих программ, из которых 388 токарных и 127 фрезерных;
- 367 комплектов оснастки для станков токарной группы, 120 – для фрезерной группы;
- 528 комплектов контрольной оснастки.
Одним из важных вопросов для предприятия являлся подбор высококвалифицированных специалистов для нового производства. Для решения этой задачи ИЦ «ИНВЕРСИЯ» совместно с предприятием были разработаны планы подбора и обучения наладчиков и операторов токарных и фрезерных станков с ЧПУ. В рамках реализации проекта инжиниринга ИЦ «ИНВЕРСИЯ» также принимала участие в совместных с «ПТЗ» мероприятиях по оценке квалификации специалистов предприятия и в их последующем обучении.
Подготовка специалистов проходила в два этапа. Первый этап проходил в Воронеже в Проектном центре ИЦ «ИНВЕРСИЯ» на базе ее «Кадрового агентства модернизации производства» (с современной производственной базой и учебными классами), второй – непосредственно на территории предприятия после поставки оборудования. Всего в период реализации проекта прошли обучение 48 специалистов предприятия: 24 оператора и наладчика фрезерного оборудования и 24 – токарного.
На этом этапе совместная работа «ИНВЕРСИИ» и «ПТЗ» по подготовке кадров не заканчивается, и в перспективе планируется дополнительно обучить около 50 специалистов – по мере выхода нового производства на запланированные мощности.




Рис. 4. Подготовка операторов и наладчиков «ПТЗ» в Проектном центре ИЦ «ИНВЕРСИЯ»
Для успешной реализации проекта инжиниринга работы по подготовке к внедрению технологии были начаты совместной рабочей группой ведущих специалистов предприятия, ИЦ «ИНВЕРСИЯ» и партнеров-поставщиков еще на этапе строительных работ – в период поставки технологического оборудования. Тогда же проводились работы по моделированию обработки и разработке управляющих программ, уточнению характеристик оборудования в части подключения к системам электропитания, выполнялась окончательная корректировка планировочных решений перед поставкой оборудования.
В проекте инжиниринга участвовали ведущие российские компании-поставщики металлообрабатывающего оборудования, такие как «DMG Mori», «Gleason», «ИНВЕРСИЯ», «Креатив Рус», «ПроТехнологии», «Росмарк-Сталь», «Новые лазерные технологии», «Оснастик», «ФНАЦ ВИМ», «ЗД К». ИЦ «ИНВЕРСИЯ» выступает в проекте как технологический партнер-интегратор, сопровождая предприятие также в части дооснащения производства вспомогательным оборудованием, грузоподъемными механизмами, оргтехникой, организацией рабочих мест, складским хозяйством.




Рис. 5. Производственные участки нового цеха автоматизированных трансмиссий
Основная ценность в совместной работе предприятия и ИЦ «ИНВЕРСИЯ» на этапе инжиниринга заключается в том, что специалисты «ИНВЕРСИИ» участвуют в совместной рабочей группе на всех этапах проекта с целью вывести новое производство на запланированные мощности с отработанной технологией, оснащенным производством и обученным персоналом.
В целом в рамках инжинирингового проекта был выполнен ряд крупных блоков работ. Первый – это проведение подготовительных работ с целью сокращения периода внедрения новых технологий, который включал в себя технологическую подготовку производства, разработку комплекта технологической документации, разработку конструкторской документации на станочную оснастку, разработку управляющих программ для изготовления деталей.
В следующий блок вошли работы по приемке оборудования и технологической оснастки: приемка функциональности, точностных параметров оборудования, постпроцессоров, станочной оснастки.
При внедрении новых технологий проводилась отладка управляющих программ и изготовление установочных партий деталей, а также технологическое сопровождение и управление масштабированием внедрения технологий на всю номенклатуру деталей.
Заключительным мероприятием этапа инжиниринга стала сертификация специалистов предприятия по работе с новыми технологиями.
Для реализации поставленных целей и задач проекта было не достаточно опираться на традиционные технологии и оборудование, которое применяется в общем машиностроении. При разработке технологии для нового производства, рабочая группа в первую очередь использовала передовые разработки самого предприятия, а также опыт ведущих предприятий-партнеров, таких как ZF KAMA. Применение такого подхода позволило совместной рабочей группе в кратчайшие сроки разработать весь комплект технологической документации с применением современных технологических решений, направленные на повышение качества выпускаемой продукции.
Для иллюстрации изложенного выше приведем несколько примеров и фактов. Так применение токарных обрабатывающих центров NTX2500 с ЧПУ фирмы DMG Mori позволило осуществлять полный цикл обработки деталей типа «вал» с одной установки, включая выполнение таких операций, как сверление осевых и радиальных отверстий, нарезание резьбы, фрезерование пазов и шлицев.
Другой пример – использование вертикально-шлифовальных станков Vertical Mate-55 фирмы DMG Mori, предназначенных для высокопроизводительной шлифовки за один установ деталей типа «шестерня», позволило создать идеальную базу для выполнения последующих зубошлифовальных операций.
Следующий пример – применение технологии лазерного упрочнения поверхностей деталей с получением требуемых физико-механических свойств деталей машин с минимальными деформациями и поводками. Процесс автоматизирован и роботизирован для обеспечения стабильности процесса и высокого качества упрочненного слоя.
И еще один пример – автоматизированная линия сборки трансмиссий с применением автоматически управляемых тележек AGV (Automatic guided vechicle) для перемещения коробок передач между постами. В сборочную линию интегрировано оборудование для тестирования подсборок, проверочные стенды для трансмиссий и склад комплектующих деталей. Проектирование оборудования линии, программного обеспечения, узлов и механизмов выполнялось в рамках концепции «Индустрия 4.0».
 Рис. 6. Участок поверхностного упрочнения деталей трансмиссий
Рис. 6. Участок поверхностного упрочнения деталей трансмиссий
Подытожив совместную работу «ПТЗ» и «ИНВЕРСИИ» можно сделать вывод, что полученные результаты позволят предприятию при переходе на новые современные технологии гарантированно достичь высокого технологического уровня производства деталей автоматизированных трансмиссий, который впоследствии можно будет масштабировать на предприятие в целом.
 Рис. 7. Автоматизированная сборочная линия трансмиссий
Рис. 7. Автоматизированная сборочная линия трансмиссий
Сегодня «ПТЗ» ставит перед собой задачи, используя полученные компетенции и опыт, а также приобретенную при реализации этого проекта технологическую базу, продолжить наращивать выпуск перспективных видов автоматизированных трансмиссий для обеспечения собственной потребности, а также других производителей самоходной техники и не только на территории России, но и за её пределами. А в лице ИЦ «ИНВЕРСИЯ» предприятие всегда найдет квалифицированного и надежного партнера на пути построения эффективного производства, максимально отвечающего современным вызовам.